Mucit23
Üye
- Katılım
- 7 Ekim 2022
- Mesajlar
- 128
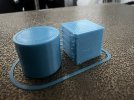
3d yazıcımdaki bu tiliflenmeyi bir türlü tam olarak kesemedim. Petg ile baskı yapıyorum.Prusa yazılımı ile dilimleme yapıyorum. Zibilyon tane ayar var.
Gerçi çekme ayarı, gerçi çekme hızı, yazdırma sıcaklığı vs birçok ayarla uğraştım. Farklı filamentleri denedim. Acaba nozzle ile mi alakalı. Nozlle değiştirmedim. Neden olur sizce?
Gerçi çekme ayarı, gerçi çekme hızı, yazdırma sıcaklığı vs birçok ayarla uğraştım. Farklı filamentleri denedim. Acaba nozzle ile mi alakalı. Nozlle değiştirmedim. Neden olur sizce?
")





